
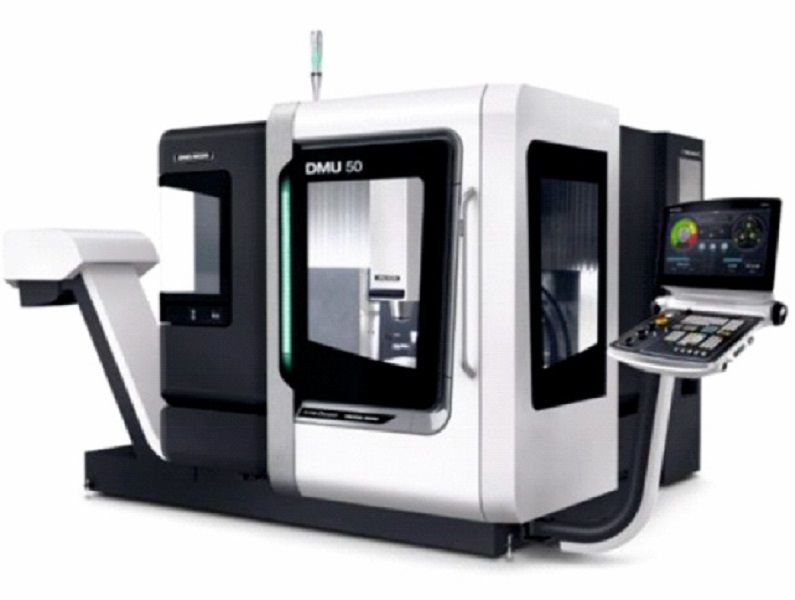
Материалдарды күрделі өңдеу секторы станоктарда металдарды механикалық өңдеу, СББ бар станоктар үшін басқару бағдарламаларын бағдарламалау, сондай-ақ шығарылатын бөлшектердің конструкторлық құжаттамаларын әзірлеу бойынша жұмыстарды орындайды. Сектор DMG MORI компаниясының (Германия-Жапония) DMU 50 әмбебап өңдеу орталығымен және CTX 510 ecoline токарлық білдегімен жабдықталған.
Әмбебап өңдеу орталығы DMU 50 (өндіруші DMG MORI)
 |
|
Біріктірілген айналмалы / айналмалы үстелдің және екі айналмалы осьтің үлкен диаметрінің арқасында ауыр бөлшектерді максималды дәлдікпен өңдеу. DMU 50 СББ фрезерлік ультрадыбыстық технологиясы күрделі өңделетін жоғары технологиялық материалдардан күрделі пішінді бөлшектерді өндіруде жоғары өнімділікті қамтамасыз етеді.
Жоғары дәлдіктегі жоғары өнімді CTX 510 Ecoline (өндіруші DMG MORI)
 |
|
Әр түрлі материалдарды жоғары технологиялық өңдеу сыртқы және ішкі цилиндрлік, конустық және фасондық беттерді, шеткі жазықтықтарды, Айналу денелері түріндегі бөлшектердің Цилиндрлік және шеткі беттеріндегі кесулерді, әртүрлі кескіштердің, бұрғылардың, бұранда кескіштердің және т.б. құралдардың көмегімен қамтамасыз етіледі. Қосымша арнайы құрылғыларды қолдану (тегістеу, фрезерлеу, радиалды тесіктерді бұрғылау үшін) CTX 510 ecoline білдегінің технологиялық мүмкіндіктерін едәуір кеңейеді. Жоғары технологиялық цифрлық жетектер және барлық осьтер бойынша жоғары тұрақты сызықтық бағыттағыштар оңтайлы жылдамдық пен динамиканы, сондай-ақ күрделі тапсырмаларды орындау кезінде де өңдеудің нақты нәтижелерін қамтамасыз етеді. Дайындаманы өңдеу серво жетегі бар револьвердің, сондай-ақ 30 м/мин жылдам жүрудің жоғары мәндері бар қазіргі заманғы жетектердің көмегімен жүзеге асырылады.
K'MX 726 EVO сериялы жону білдегі
 |
|
MANURHIN k ' MX 726 EVO бойлық жону білдегі әр түрлі профильмен және максималды диаметрі 26 мм-ге дейін қарапайым және күрделі штангалық бөлшектерді өңдеуге арналған.негізгі шпиндельдегі тесіктің диаметрі 37 мм құрайды, сондықтан штанганың ұшын кіші диаметрге өзгерту қажет емес. Құрылымдық шешімнің арқасында бір уақытта 4 кесу құралдарымен өңдеуге болады
Таңбалау үшін арналған SF200F талшықты лазерлік білдек
 |
|
СНВЭ-16/13 вакуумдық электр пеші
 |
|
СНВЭ-16/13 (ВЭП-1а) вакуумдық пештері 1400 °С дейінгі температурада вакуумда және шағын газ бөлімдерде әртүрлі термиялық процестерді (күйдіру, газсыздандыру, күйдіру және т.б.) жүргізуге арналған, бұл кезде қалдық газдар ортасының вакуумдық электр пешінің конструкция элементтерімен өзара әрекеттесуі болмайды.
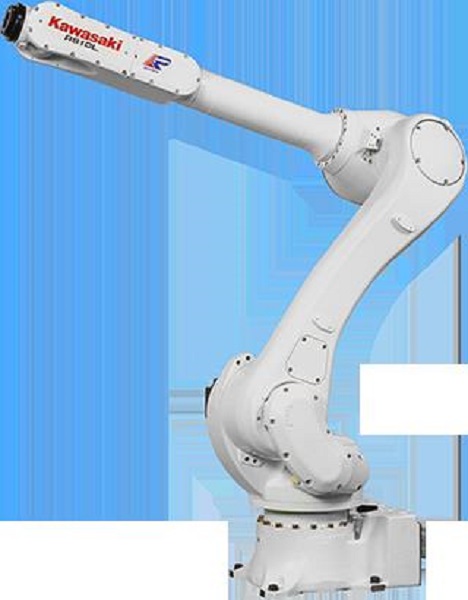
«Kawasaki» (Жапония) компаниясы шығарған Kawasaki RS-010l өнеркәсіптік Робот-манипуляторы.
 |
|
Өндірістік процесте мотор және басқару функцияларын орындау. Құрылғыларды ауыстыру және әртүрлі технологиялық операцияларды орындау.
УВПР ауа-плазмалық кесу қондырғысы ДС120П.33 НПП «Технотрон» (Ресей) өндірген
 |
Кесілген металдың максималды қалыңдығы, мм:
|
Металдарды кесу-конструкциялық, төмен және жоғары қоспаланған болаттар, түсті металл прокаты (мыс, алюминий, титан, жез және т.б.) баяу балқитын қорытпалар.
Е.О. Патонынын атындағы Украина ҰҒА Электр дәнекерлеу институты әзірлеген МПН-004 микроплазмалы тозаңдату қондырғысы, ООО «ВИТОВА ЛТД» (Украина) өндірген
 |
Плазма температурасы:
|
Моторжасау, аспапжасау, медицина, электротехникалық өнеркәсіптегі бөлшектер мен бұйымдарға, сондай-ақ әртүрлі жөндеу жұмыстарына ұнтақтан (металл, керамикалық және металл-керамикалық, арнайы композитті материалдар) және әртүрлі функционалдық мақсаттағы сымдардан (жез, болат, төмен қоспаланған, мыс, алюминий және т.б.) жасалған жабындарды жағу жұмысын жүргізуге арналған.;
RZNC-D5416 СББ нақыш жону білдегі
 |
2D - және 3D - режимдерде жұмыс жүргізу, беттерді ажарлау және жылтырату, кез келген CAD жүйелерінің сызбаларын пайдалана отырып бұйымдарды дайындау. Қалыптарды, штамптарға арналған жұмыс құралын немесе құюға арналған модельдерді жасауға болады. |
CONTRACOR ECO 140S абразивті-ағынды қондырғы, Германия
 |
|
Қоршаған жұмыс аймағының тазалығын сақтау кезінде материалдарды абразивті ағынды өңдеу.
Микродоғалы тотықтыру желісі
 |
Микродоғалы тотықтыру (МДТ) –оксидті қабаттарды (жабындарды) алу мақсатында электролитті плазмада вентильді металдар мен олардың қорытпаларының (электрохимиялық жолмен алынған оксидтері металл-оксид-электролит жүйесінде униполярлы өткізгіштігі бар, мысалы al, Mg, Ti, Zr, Nb, Ta және т.б. қорытпалары) бетін модификациялаудың (тотығудың) электрохимиялық процесі. |